Die Casting Design Tips
Design for Manufacturability (DFM) Tips for Die Cast Parts
1. Die Casting Parts Weight Reduction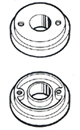
The goal is to reduce the volume of material for components in order to save cost and weight in die casting. The more metal the component contains, the more time it will take to fill the die cavity and to cool the metal prior to ejection. We can design pockets to make the cross-section thinner, and use ribs to strengthen if necessary. The locations of pockets need to be considered carefully, as they can sometimes cause non-constant shrinkage, which may affect components’ accuracy.
2. Adding Ribs to Die Casting Parts
The designer can add ribs on thin walls die casting to increase component strength. In particular, he will need to locate the ribs on suitable locations for ejector pins and to assist in metal flow. If possible, the ribs should include fillets and radii as much as possible to reduce sharp corners and rapid changes in cross sections.
3. Die Casting Parts Shrinkage
All metals will shrink from die casting temperature to room temperature. The theoretical shrinkage is about 0.6%, always toward the nominal center as shown in the picture to the right. The shrinkage permits the casting to escape from the tooling cavity, but tends to lock it onto any die section that projects into it. The designer can apply draft into the component to reduce shrinkage.
4. Draft in Die Casting
Draft is the small taper on the cavity sides that helps the die casting component to eject. Surface with draft on it usually is highly polished. The outer gap will increase 0.017mm per 1mm based on 1 degree. If no draft is provided the caster has to use some tolerance for draft.
5. Uniform Die Casting Parts Cross Sections
Designer can make the cross sections uniform in order to speed up the metal flow through the die. Otherwise the sudden wall thickness change will cause turbulence in the die cast metal, and result in porosity. Furthermore, casting with large difference in cross sections will shrink irregularly.
6. Radii and Fillets in Die Casting Parts
Designer has to avoid sharp corners and rapid change in cross sections. In addition, an inside corner should be designed with a fillet and the outside corner with a radius as much as possible. Reducing sharp inside corners can give additional strength to components and can improve the filling. Radii and fillets as small as 0.127mm can make improvement to components.
7. Surface Finish of Die Casting Parts
Die casting components’ surface finish depends on the finish of the tooling itself. Highly polished tooling surface will result in good surface casting components. The general die casting parts surface roughness are from 16 to 64 microinches. The die caster can easily produce matte finishes, as well as protruded logos and trademarks.
8. Parting Line and Ejector Pins for Die Casting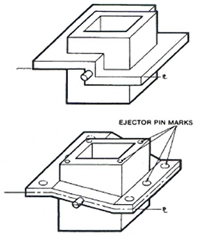
The parting line is the plane at which the two halves of the die meet. The designer must think through each part carefully, as much of the die cast success (or not) will depend on the construction of parting surfaces. The parting line should be kept as straight or flat as possible in general.
The ejector pins are the steel bars used to remove the casting component from the tooling. Good tooling maker will reduce the “visible” marks to minimum. Designer may advise on the appropriate locations of the ejector pins.
9. Identification Marks of Die Casting Parts
The designer should indicate where identification marks (logos, part numbers, etc.) are allowed. In general the die caster is tasked with putting the logo or part number. Typically they will also put on cavity number and date code to track the castings they made. It is easier to put these marks raised rather than recessed on the tooling.
10. Sliders in Die Casting Parts
The designer should try to avoid holes and undercuts that are parallel to the parting line if possible. The so called “slider” is the side core used to achieve these undercuts and holes. Slides are costly, and the designer and die caster should work together to simplify the design of castings and avoid using slides.
11. Function Combination of Die Casting Parts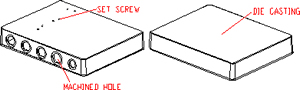
The designer can combine component’s features in one casting and save on handling, storage and assembly costs.
12. Variations of Die Casting Parts
For similar parts (especially small ones produced at low volume), the designer might consider using post machining/treatment, or “multiple-inserts” (to change cavity) to achieve tooling cost savings through shared die cast toolings.
13. Potential Part Cost Savings from Using Multiple-cavity Die Casting Tools
A die casting tool with multiple cavities can save part cost (since one die casting machine cycle can product multiple parts), but only if the additional cavities do not result in having to use larger tonnage (and more costly to run) die casting machines than a single cavity tool would require, and the additional complexity of the multiple cavity tool doe not result in significant reduction of yields.
